歡迎來(lái)到新型全自動(dòng)數(shù)控滾絲機(jī)廠(chǎng)家官網(wǎng)--衡水安達(dá)機(jī)械設(shè)備有限公司

誠(chéng)信為本 品質(zhì)為先
專(zhuān)注新型全自動(dòng)數(shù)控滾絲機(jī)、冷擠壓機(jī)、鋼筋彎曲機(jī)、鐓粗機(jī)
李經(jīng)理:18632802355
專(zhuān)注新型全自動(dòng)數(shù)控滾絲機(jī)、冷擠壓機(jī)、鋼筋彎曲機(jī)、鐓粗機(jī)
李經(jīng)理:18632802355
家")
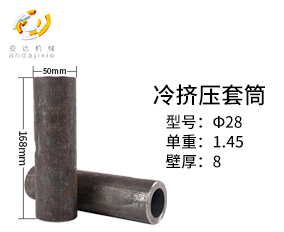
直螺紋套筒廠(chǎng)家施工標(biāo)準(zhǔn)做法是將鋼筋端部用滾軋工藝加工成直螺紋,并用相應(yīng)的連接套筒將兩根鋼筋互相連接的鋼筋連接方法。
2 工藝流程
2.1 鋼筋絲頭加工工藝流程
鋼筋切斷 剝肋滾壓套絲 鋼筋斷面打磨 絲頭質(zhì)量檢驗(yàn) 絲口帶帽保護(hù)存放待用
2.2 直螺紋鋼筋連接工藝流程
直螺紋套筒廠(chǎng)家鋼筋及配套套筒就位 取下鋼筋保護(hù)帽、套筒蓋 作標(biāo)記 擰緊接頭質(zhì)量驗(yàn)收
3 施工要點(diǎn)
3.1 根據(jù)圖紙?jiān)O(shè)計(jì)要求和應(yīng)用部位確定合理的接頭等級(jí)。
3.2 鋼筋連接工程開(kāi)始前,對(duì)進(jìn)場(chǎng)的不同廠(chǎng)家生產(chǎn)的鋼筋及套筒進(jìn)行接頭工藝檢驗(yàn);施工過(guò)程中,更換鋼筋及套筒生產(chǎn)廠(chǎng)家時(shí),應(yīng)重新進(jìn)行工藝檢驗(yàn)。
3.3 采用鋼筋切斷機(jī)下料時(shí),必須采用直螺紋套絲專(zhuān)用平頭切斷刀片或者采用砂輪切割機(jī)進(jìn)行鋼筋切斷,要保證其端部無(wú)“馬蹄口”或彎曲頭,不因擠陷而導(dǎo)致絲扣不飽滿(mǎn),下料斷面垂直鋼筋軸線(xiàn),不應(yīng)用熱加工方式切斷。
3.4 直螺紋套筒廠(chǎng)家加工絲頭時(shí),應(yīng)使用水溶性潤(rùn)滑液,不得使用油性潤(rùn)滑液或不加潤(rùn)滑液滾扎絲頭,現(xiàn)場(chǎng)鋼筋加工區(qū)應(yīng)粘貼鋼筋滾絲長(zhǎng)度及牙數(shù)表,并按套筒廠(chǎng)家提供的工藝參數(shù)進(jìn)行加工。
衡水安達(dá)機(jī)械設(shè)備有限公司是主要生產(chǎn)建筑鋼筋連接設(shè)備及鋼筋直螺紋套筒,為您提供HGS-40B型鋼筋直螺紋(剝肋)滾絲機(jī),螺旋升角(剝肋)直螺紋滾絲機(jī)及各種型號(hào)鋼筋連接套筒等優(yōu)質(zhì)產(chǎn)品。聯(lián)系電話(huà):18632802355
版權(quán)所有:衡水安達(dá)機(jī)械設(shè)備有限公司
備案號(hào):冀ICP備18022550號(hào)-3
地址:衡水市工業(yè)園區(qū)
全國(guó)服務(wù)熱線(xiàn):18632802355
套絲機(jī)_鋼筋套絲機(jī)_鋼筋直螺紋滾絲機(jī)_鋼筋剝肋滾絲機(jī)_40型鋼筋滾絲機(jī)

咨詢(xún)報(bào)價(jià)
掃一掃